Схема сварочного аппарата
В данном разделе вы можете бесплатно скачать схемы сварочных полуавтоматов российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы инверторов TIG российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы плазмотронов - портативных плазменных аппаратов для сварки, пайки и резки металлов и неметаллов. В данном разделе вы можете бесплатно скачать схемы инверторов MMA российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы сварочных генераторов российского и импортного производства. Cхема сварочного полуавтомата NBC







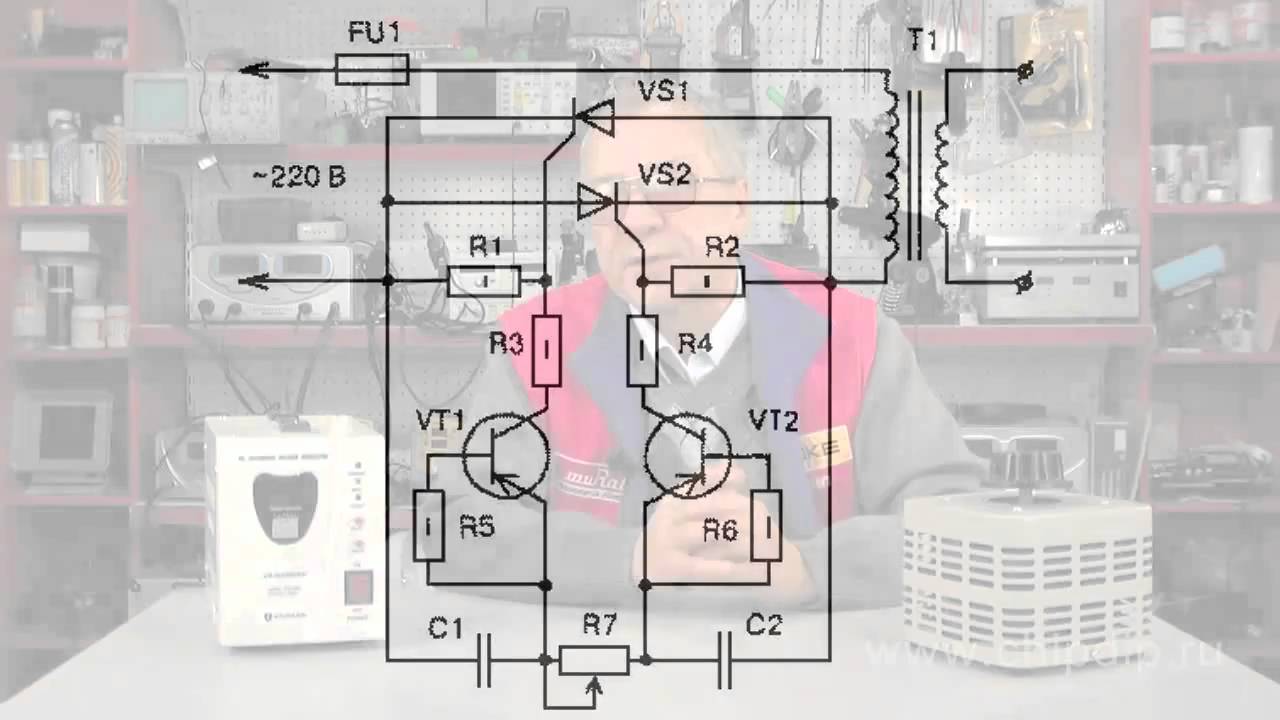
.png "Электрическая схема сварочного полуавтомата")

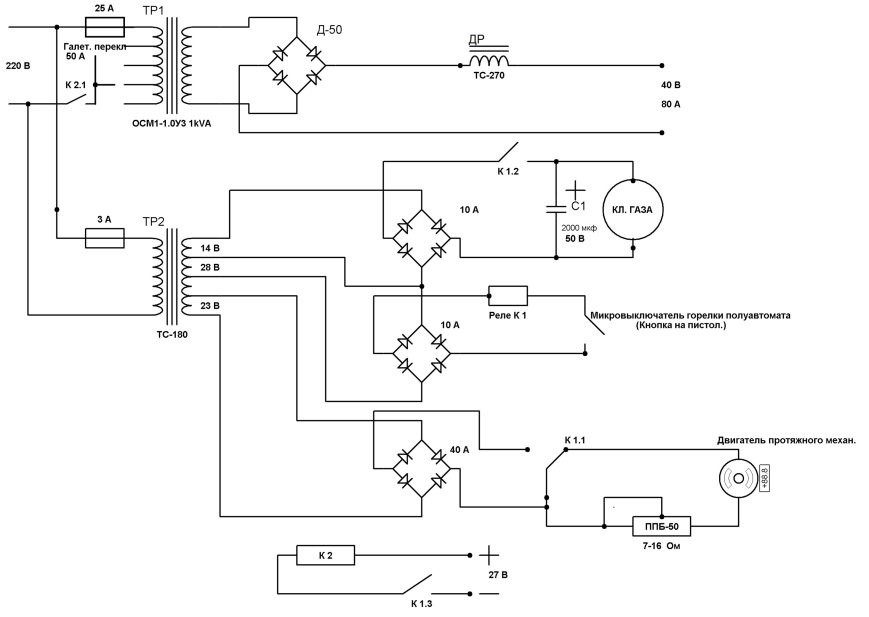


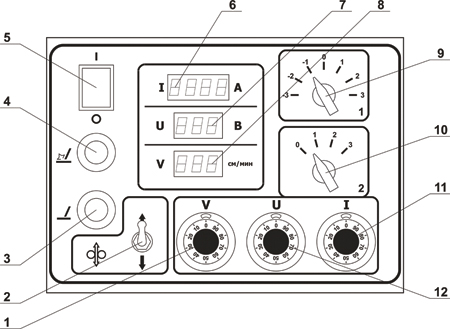
Сварочные полуавтоматы СПА находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности. В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении. В других подающих механизмах двигатели имеют обмотку реверса движения. В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки.




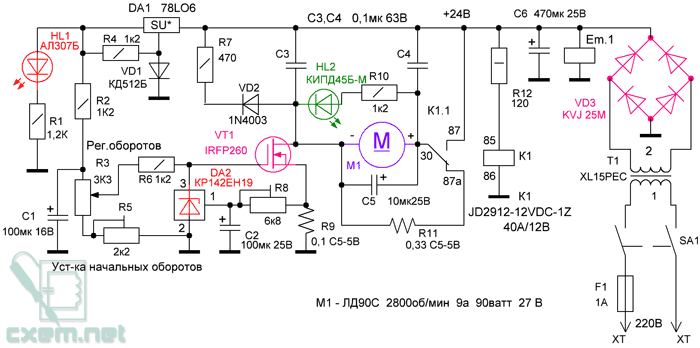

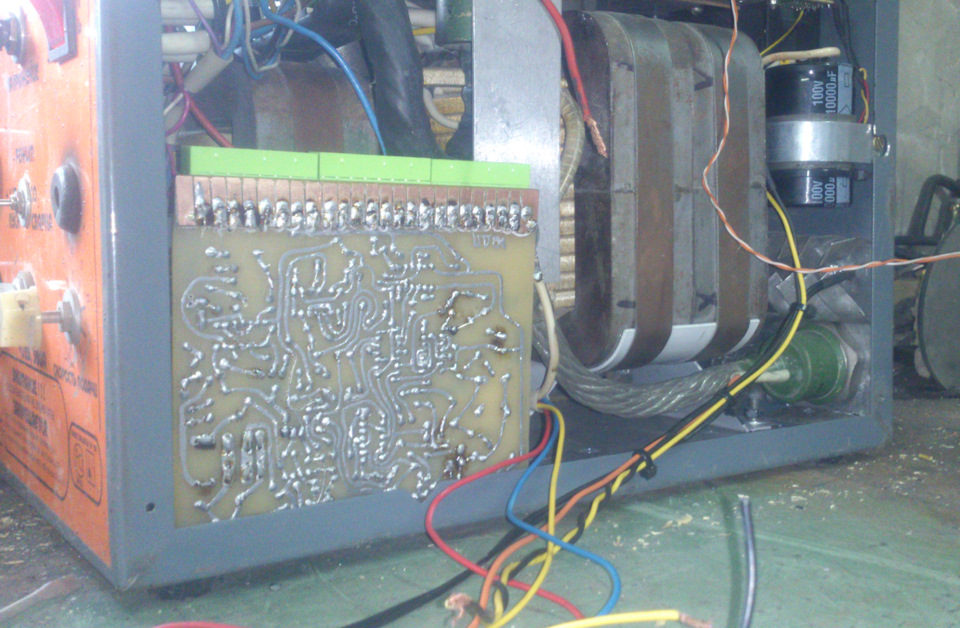
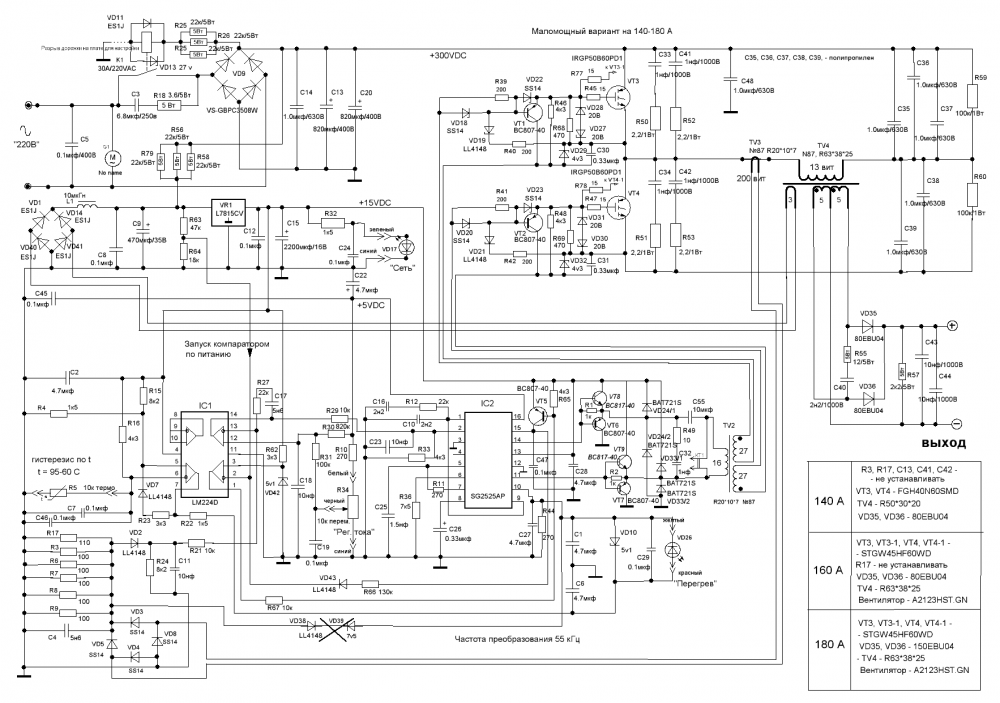
После восстановления силовой части аппарата Тритон , решил таки заменить не удачную схему управления на более современную и с дополнительными возможностями. Схему блока взял с сайта svapka. Если будет интересно, выкладываю схему и логику управления. Основное отличие силовой схемы, это разнесено питание двигателя и питание блока управления, на разные источники, что положительно повлияло на стабильность скорости подачи проволоки. Теперь при повышении нагрузки на сварочный трансформатор не меняется скорость подачи проволоки из за снижения напряжения на двигателе подачи.